
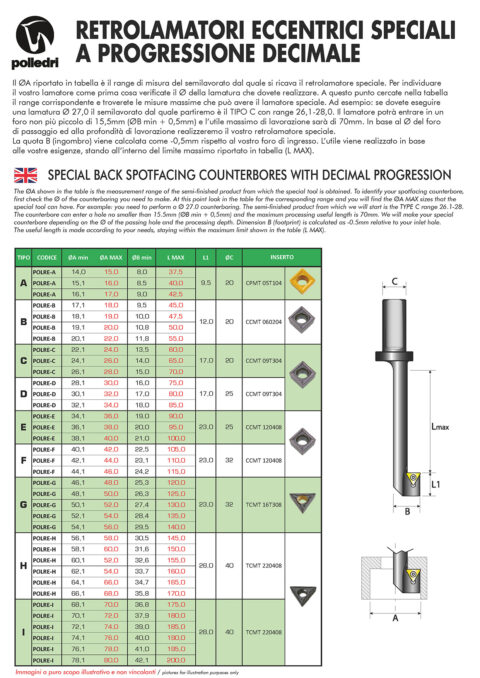
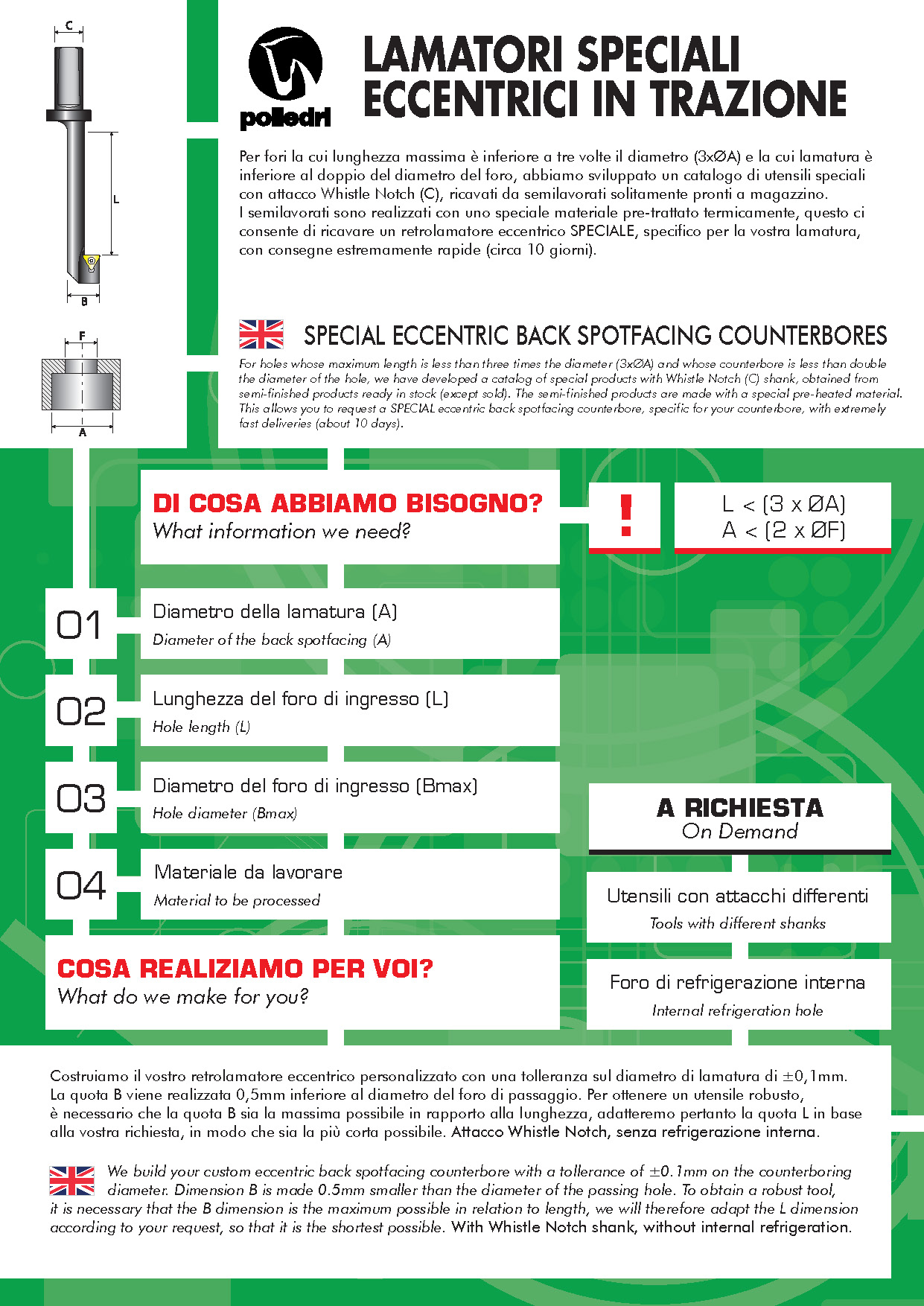
For holes whose maximum length is less than three times the diameter (3xØA) and whose counterbore is less than double
the diameter of the hole, we have developed a catalog of special products with Whistle Notch (C) shank, obtained from semi-finished products ready in stock (except sold).
The semi-finished products are made with a special pre-heated material.
This allows you to request a SPECIAL eccentric back spotfacing counterbore, specific for your counterbore, with extremely fast deliveries (about 10 days).
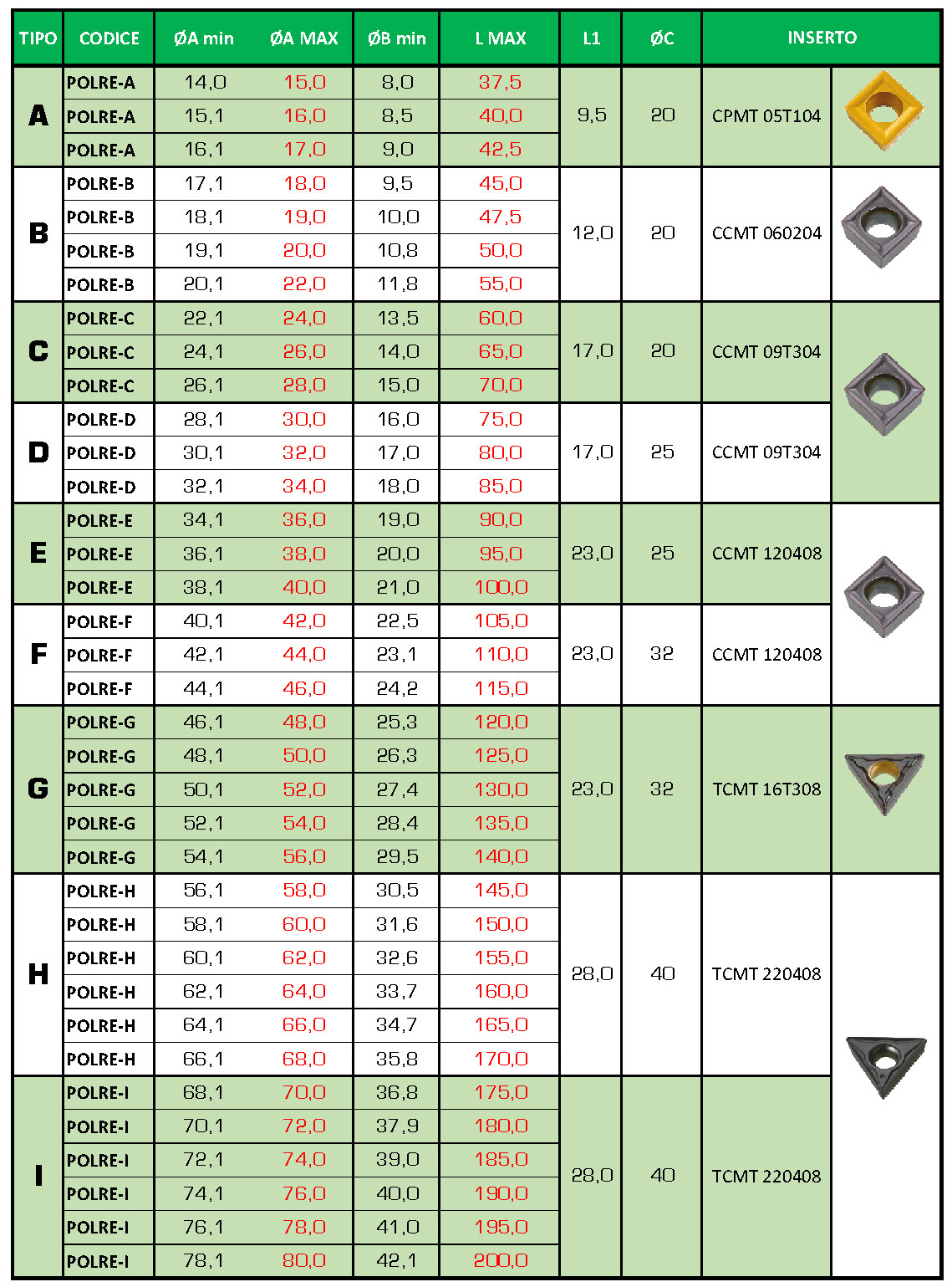
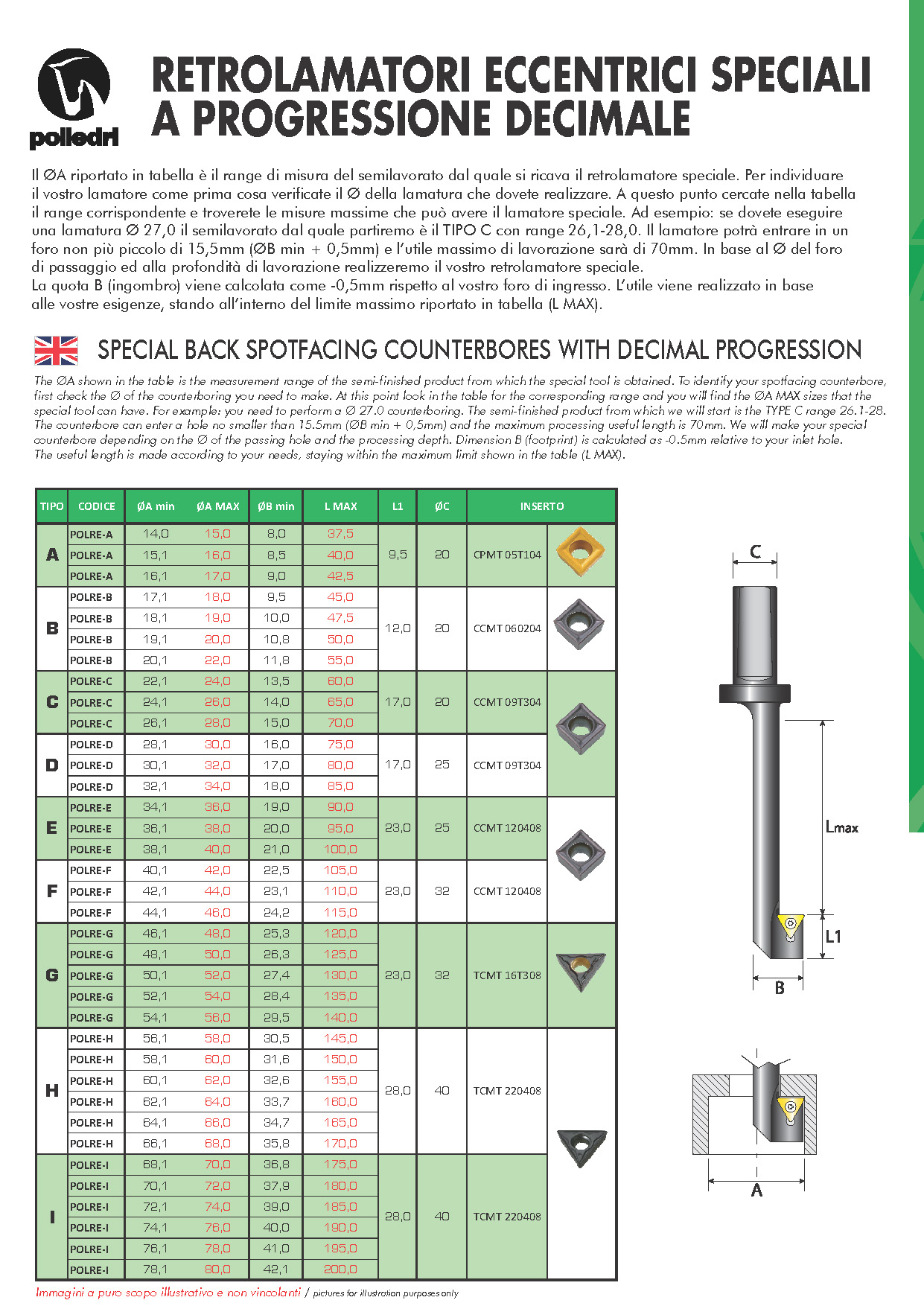
The ØA shown in the table is the measurement range of the semi-finished product from which the special tool is obtained. To identify your spotfacing counterbore, first check the Ø of the counterboring you need to make. At this point look in the table for the corresponding range and you will find the ØA MAX sizes that the special tool can have. For example: you need to perform a Ø 27.0 counterboring. The semi-finished product from which we will start is the TYPE C range 26.1-28. The counterbore can enter a hole no smaller than 15.5mm (ØB min + 0,5mm) and the maximum processing useful length is 70mm. We will make your special counterbore depending on the Ø of the passing hole and the processing depth. Dimension B (footprint) is calculated as -0.5mm relative to your inlet hole. The useful length is made according to your needs, staying within the maximum limit shown in the table (L MAX).

What information we need?
- Diameter of the back spotfacing (A)
- Hole length (L)
- Hole diameter (Bmax)
- Material to be processed
What do we make for you?
On Demand
- Tools with different shanks
- Internal refrigeration hole
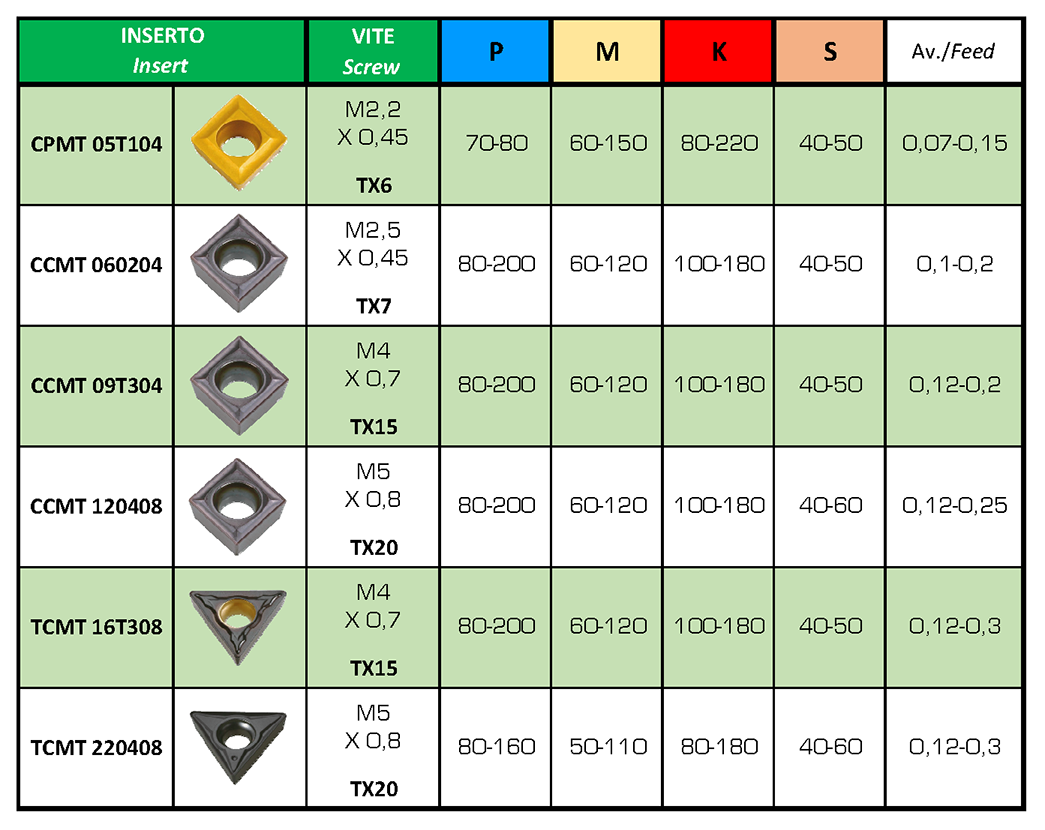
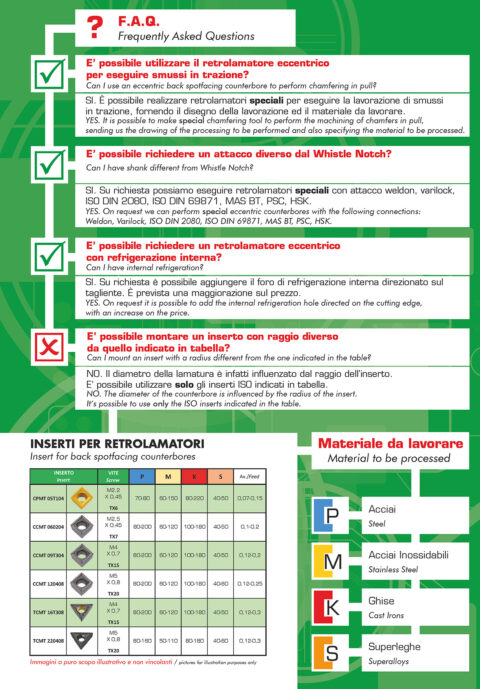
Insert for back spotfacing counterbores
Material to be processede
- P -Steel
- M – Stainless Steel
- K – Cast Irons
- S – Superalloys
Frequently Asked Questions
-
Can I use an eccentric back spotfacing counterbore to perform chamfering in pull?
YES. It is possible to make special chamfering tool to perform the machining of chamfers in pull,
sending us the drawing of the processing to be performed and also specifying the material to be processed. -
Can I have shank different from Whistle Notch?
YES. On request we can perform special eccentric counterbores with the following connections:
Weldon, Varilock, ISO DIN 2080, ISO DIN 69871, MAS BT, PSC, HSK. -
Can I have internal refrigeration?
YES. On request it is possible to add the internal refrigeration hole directed on the cutting edge,
with an increase on the price. -
Can I mount an insert with a radius different from the one indicated in the table?
NO. The diameter of the counterbore is influenced by the radius of the insert.
It’s possible to use only the ISO inserts indicated in the table.
How it works?
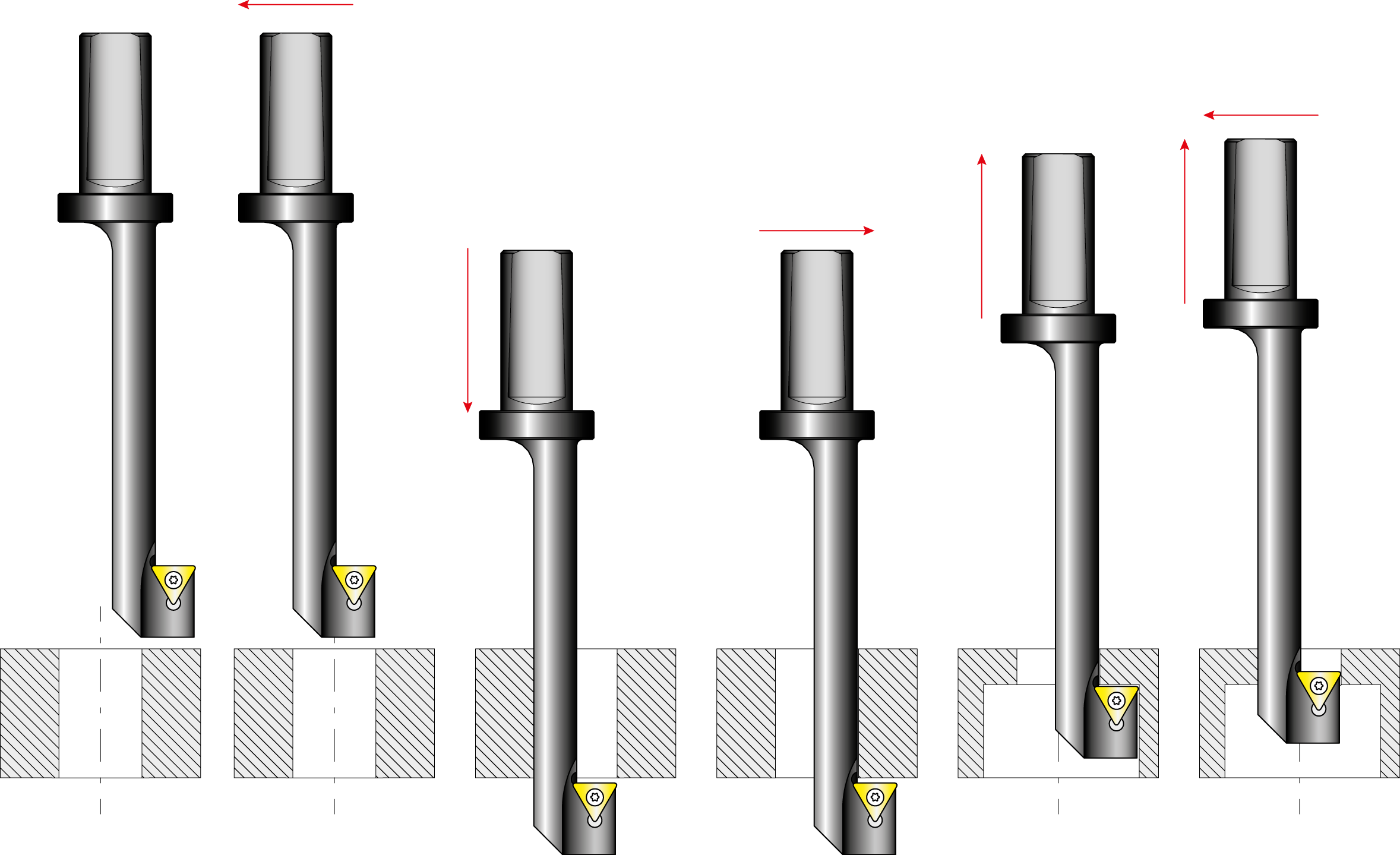
- As a preparatory step, the cutting edge must be oriented to zero (spindle orientation = 0).
- Move the tool to the left by the measurement resulting from the following formula:
(Counterboring Ø – Hole Ø) / 2 - Enter vertically into the hole until you pass the back face of the workpiece with the cutting edge.
- Bring the spindle in axis with the hole and activate the spindle rotation clockwise.
- Perform the back spotface counterboring by advancing with the cutting edge towards the workpiece up to the desired size.
- After the machining, disengage the tool and orient the spindle to the zero position.
To use the eccentric back spotfacing counterbore, we suggest you to use a CNC machine.
The CNC allows to simplify the centering operations on the hole.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}