
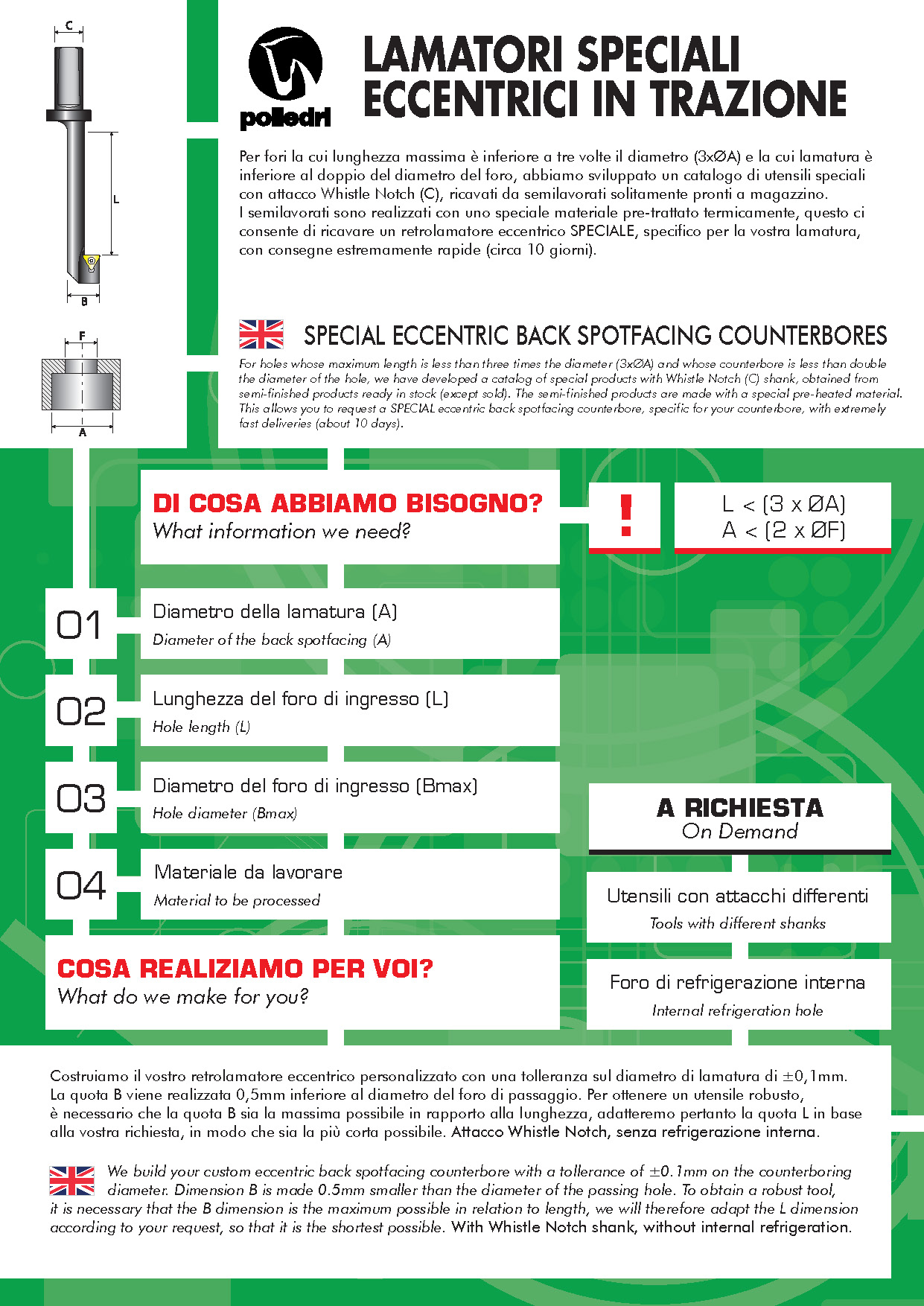
Retrolamatori Eccentrici Speciali Polledri. Per fori la cui lunghezza massima è inferiore a tre volte il diametro (3xØA) e la cui lamatura è inferiore al doppio del diametro del foro, abbiamo sviluppato un catalogo di utensili speciali con attacco Whistle Notch (ØC), ricavati da semilavorati solitamente pronti a magazzino. I semilavorati sono realizzati con uno speciale materiale pre-trattato termicamente, questo ci consente di ricavare un Retrolamatore Eccentrico SPECIALE, specifico per la vostra lamatura, con consegne estremamente rapide (circa 10 giorni).
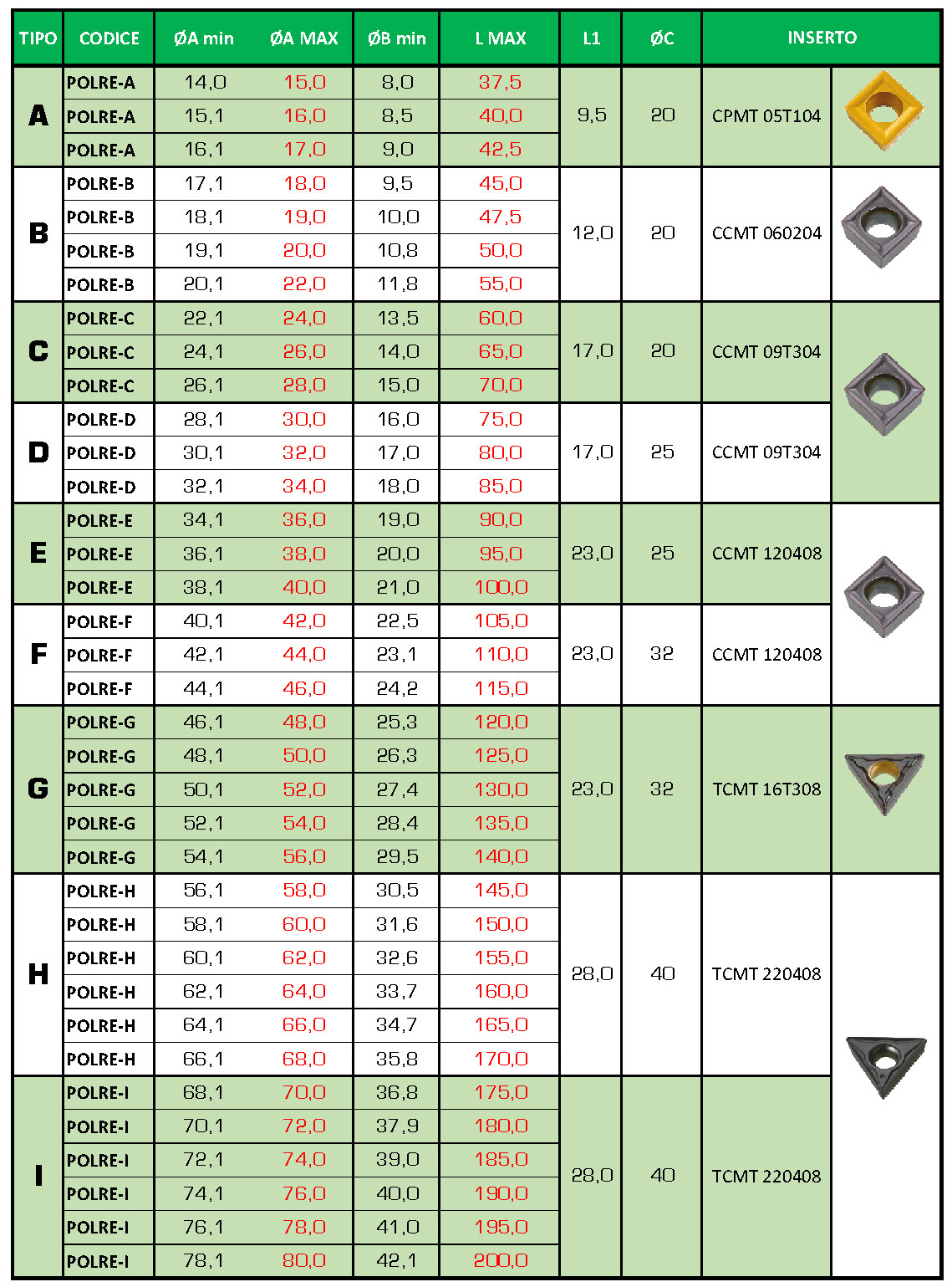
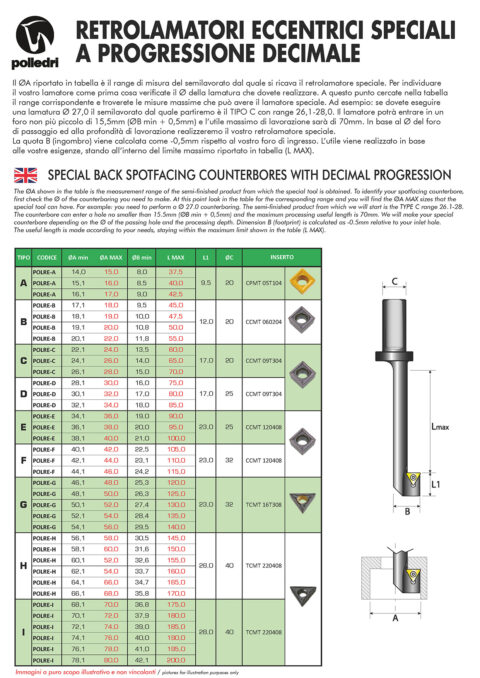
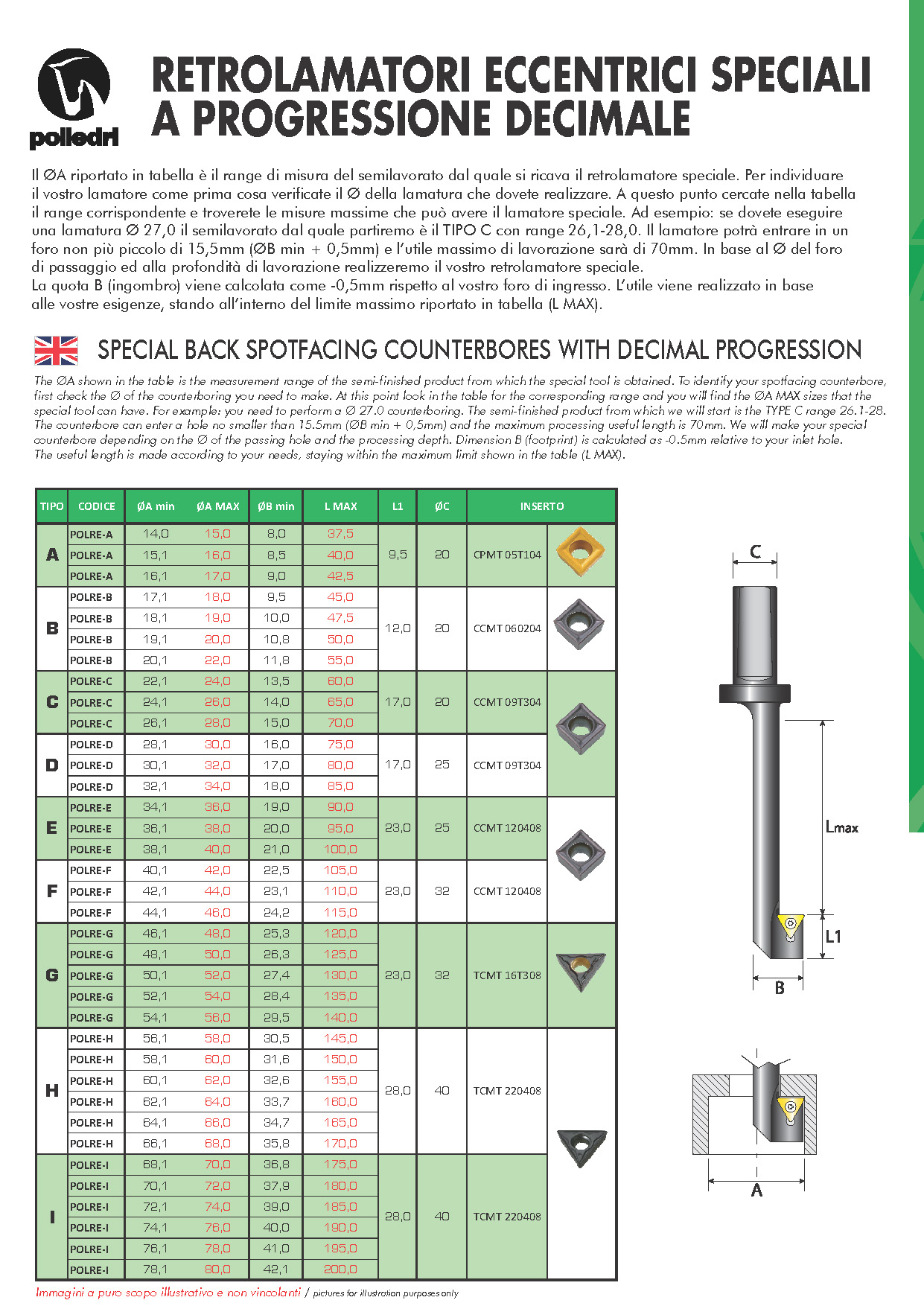
Il ØA riportato in tabella è il range di misura del semilavorato dal quale si ricava il retrolamatore speciale. Per individuare il vostro lamatore come prima cosa verificate il Ø della lamatura che dovete realizzare.
A questo punto cercate nella tabella il range corrispondente e troverete le misure massime che può avere il lamatore speciale.
Ad esempio: se dovete eseguire una lamatura Ø 27,0 il semilavorato dal quale partiremo è il TIPO C con range 26,1-28,0.
Il lamatore potrà entrare in un foro non più piccolo di 15,5mm (ØB min + 0,5mm) e l’utile massimo di lavorazione sarà di 70mm. In base al Ø del foro di passaggio ed alla profondità di lavorazione realizzeremo il vostro retrolamatore speciale.
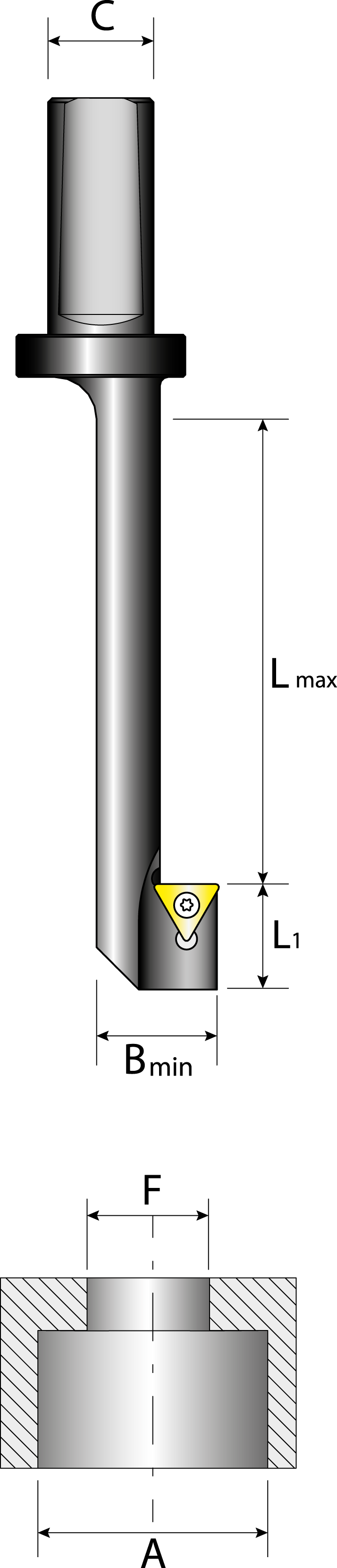
La quota B (ingombro) viene calcolata come -0,5mm rispetto al vostro foro di ingresso.
L’utile viene realizzato in base alle vostre esigenze, stando all’interno del limite massimo riportato in tabella (L MAX).
DI COSA ABBIAMO BISOGNO?
- DIAMETRO DELLA LAMATURA (A)
- LUNGHEZZA DEL FORO DI INGRESSO (L)
- DIAMETRO DEL FORO DI INGRESSO (F)
- MATERIALE DA LAVORARE (P,M,K,S)
COSA REALIZZIAMO PER VOI?
Costruiamo il vostro retrolamatore eccentrico personalizzato con una tolleranza sul diametro di lamatura di ±0,1mm. La quota B viene realizzata 0,5mm inferiore al diametro del foro di passaggio.
Per ottenere un utensile robusto, è necessario che la quota B sia la massima possibile in rapporto alla lunghezza, adatteremo pertanto la quota L in base alla vostra richiesta, in modo che sia la più corta possibile. Attacco Whistle Notch, senza refrigerazione interna.
A RICHIESTA
- UTENSILI CON ATTACCHI DIFFERENTI
- FORO DI REFRIGERAZIONE INTERNA
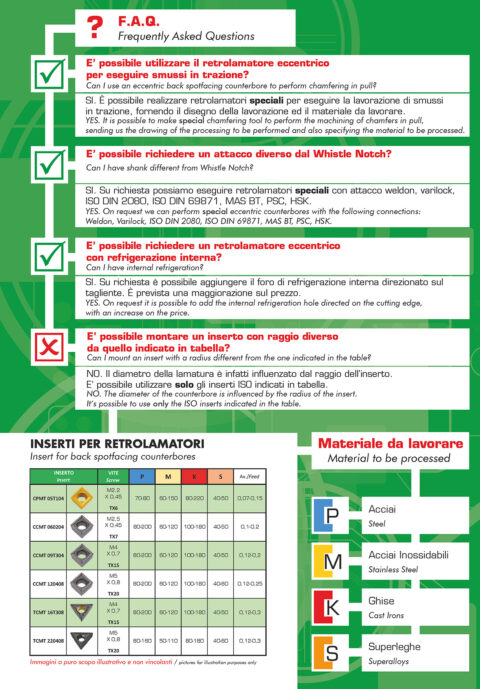
INSERTI PER RETROLAMATORI
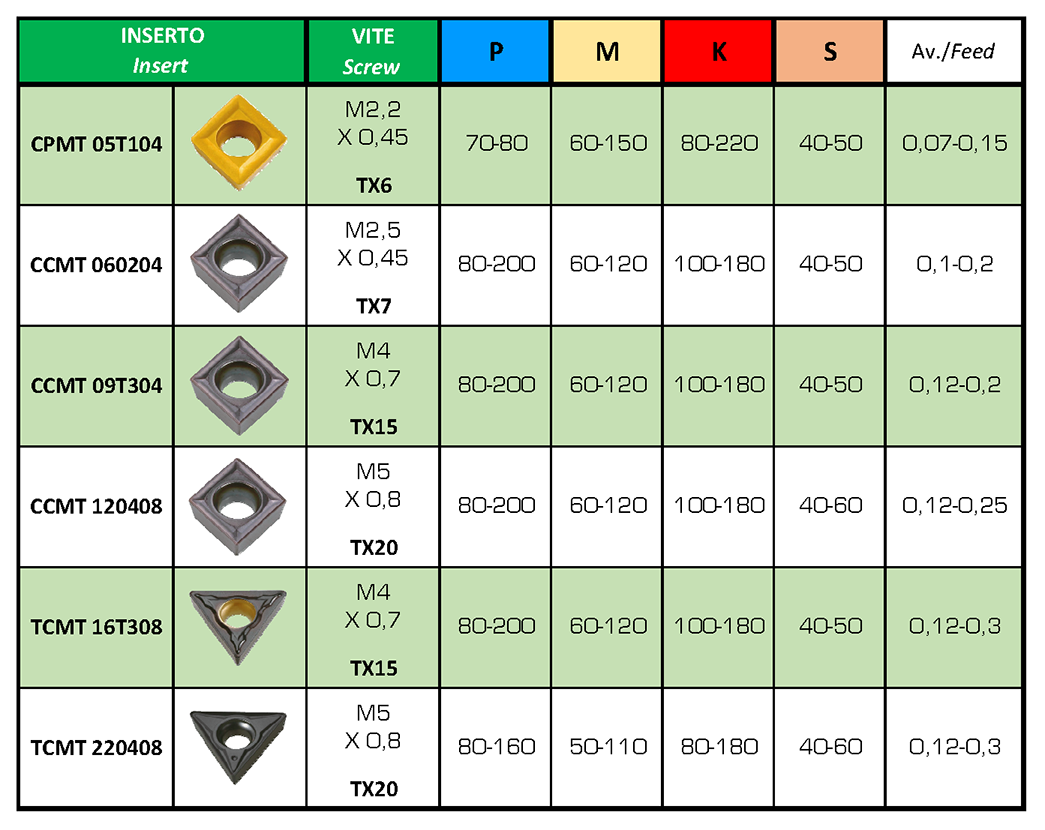
Materiale da lavorare
- P – Acciai
- M – Acciai Inossidabili
- K – Ghise
- S – Superleghe
F.A.Q.
-
E’ possibile utilizzare il retrolamatore eccentrico per eseguire smussi in trazione?
SI. È possibile realizzare retrolamatori speciali per eseguire la lavorazione di smussi in trazione, fornendo il disegno della lavorazione ed il materiale da lavorare.
-
E’ possibile richiedere un attacco diverso dal Whistle Notch?
SI. Su richiesta possiamo eseguire retrolamatori speciali con attacco weldon, varilock,
ISO DIN 2080, ISO DIN 69871, MAS BT, PSC, HSK. -
E’ possibile richiedere un retrolamatore eccentrico con refrigerazione interna?
SI. Su richiesta è possibile aggiungere il foro di refrigerazione interna direzionato sul tagliente. È prevista una maggiorazione sul prezzo.
-
E’ possibile montare un inserto con raggio diverso da quello indicato in tabella?
NO. Il diametro della lamatura è infatti influenzato dal raggio dell’inserto. E’ possibile utilizzare solo gli inserti ISO indicati in tabella.
COME FUNZIONA?
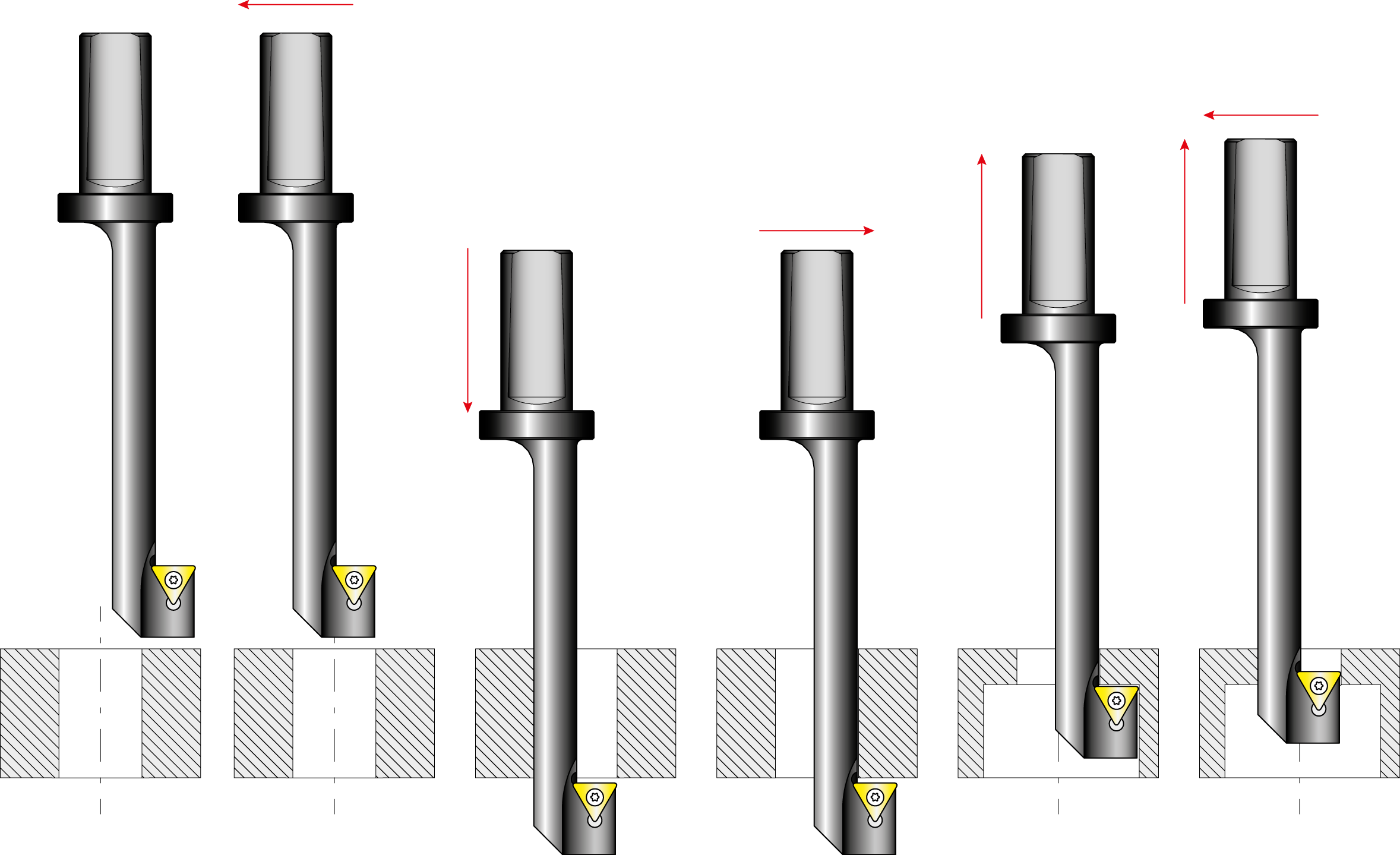
- Orientare il tagliente a zero (orientamento mandrino = 0)
- Spostare l’utensile verso sinistra della misura risultante dalla formula: (Ø LAMATURA – Ø FORO) / 2
- Entrare in verticale nel foro, superando la faccia posteriore del pezzo.
- Portare il mandrino in asse con il foro e attivare la rotazione in senso orario.
- Eseguire la retrolamatura avanzando con il tagliene verso il pezzo fino alla misura desiderata.
- Finita la lavorazione, disimpegnare l’utensile e orientare il mandrino in posizione di zero.
Per utilizzare il retrolamatore eccentrico,è consigliato l’uso di una macchina
a controllo numerico in quanto il CNC semplifica le operazioni di centraggio sul foro.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}